
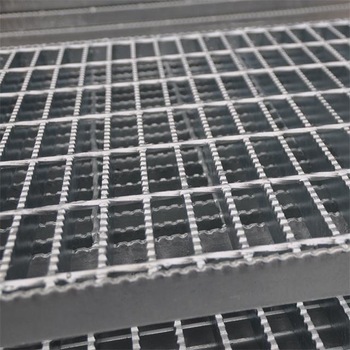
প্রক্রিয়া নকশাইস্পাত ঝাঁঝরিমূল প্লেটের আকার অনুসারে শীটের জ্যামিতিক তথ্য সাজানো।ইস্পাত গ্রেটিং বিয়ারিং বার এবং ক্রস বার দিয়ে তৈরি করা হয়।চূড়ান্ত লক্ষ্য হল কাটিং পরিকল্পনায় উপকরণের ব্যবহারের হার এবং উচ্চ উৎপাদন দক্ষতা বিবেচনা করা। ইস্পাত গ্রেটিং প্রক্রিয়া মিলের নীতিগুলির মধ্যে প্রধানত নিম্নলিখিত দিকগুলি অন্তর্ভুক্ত থাকে:
1. সবদ্যইস্পাতের জালপূর্ণ প্লেট আকার বা পূর্ণ প্লেট আকারের চেয়ে বেশি হলে অগ্রাধিকারমূলকভাবে মিলিত হয়দ্যদৈর্ঘ্য। মিলিত আকার যতটা সম্ভব ছোট এবং অভিন্ন, এবং দৈর্ঘ্যের পরিসীমা 5-7 মিটারের মধ্যে নিয়ন্ত্রিত।
2. ছোট থেকে বড় বা ছোট থেকে বড় প্রস্থের ক্রমানুসারে অল্প সংখ্যক সরু বোর্ড সাজানো যেতে পারে এবং তারপর দৈর্ঘ্য অনুসারে সমান্তরালভাবে একত্রিত করা যেতে পারে।
৩. প্রস্থ উপচে পড়লে, প্রান্ত মোড়ানো ঢালাই প্রক্রিয়াটি সম্পাদন করতে কাঁচামালের ক্রস বার ব্যবহার করুন এবং প্লেটটি আলাদাভাবে ঢালাই করবেন না।
৪. ডাবল-বার ওয়েল্ডিং মেশিন প্রতিবার ২টি ক্রস বার চাপে এবং ঝালাই করে, এবং বিজোড় সংখ্যাটি উপস্থিত থাকতে পারে না।
৫. বোর্ড এবং বোর্ডের মধ্যে মিলের ফলে করাত রাস্তার আকার ঠিক রাখা উচিত। যদি তা যথেষ্ট না হয়,দ্যক্রস বার খালি করা প্রয়োজন।
৬. অঙ্কনের একটি সেটকে কঠোরভাবে শ্রেণীবদ্ধ করা প্রয়োজন। যদি একাধিক অঙ্কন ২০০ বর্গ মিটারের বেশি হয়, তাহলে এই অঙ্কনগুলিকে একসাথে মেলাতে হবে। যখন আকার ২০০ বর্গ মিটারের কম হয়, তখন এটিকে ছোট আকারের অঙ্কনের সাথে মেলানো বলে বিবেচনা করা যেতে পারে।
৭. বিশেষ আকৃতির ইস্পাত গ্রেটিংয়ের জন্য, উপাদান সাশ্রয় করার জন্য বিচ্ছিন্নকরণ এবং বাট জয়েন্ট বিবেচনা করা প্রয়োজন।
৮. ৬০ মিমি সমতল ইস্পাতের ব্যবধানযুক্ত প্লেটের জন্য, কাঁচামাল উৎপাদনের জন্য ৩০ মিমি ব্যবধানযুক্ত চিরুনি ক্লিপ ব্যবহার করা যেতে পারে।
পোস্টের সময়: জুলাই-২১-২০২২